機械部品用ステンレスロストワックス鋳造

製品説明
ロストワックス工程、 とも呼ばれている期限切れ、方法金属溶かした金属を流し込む鋳造法型によって作成されたワックスモデル。型ができたら、ワックスモデルを溶かして水気を切ります。中空コアは、溶融金属が金型を完全に満たすのを防ぐ耐熱コアを導入することによって実現できます。オーストラリアを除くすべての大陸で一般的なロストワックス法は、3千年紀にさかのぼりますBCそれ以来、ほとんど変化を遂げていません。
キャストするには粘土のモデルブロンズ、モデルから型が作られ、このネガ型の内側は、最終的なブロンズの望ましい厚さまで、溶かしたワックスでブラシをかけられます.型を取り除いた後、得られたワックスシェルに耐熱性混合物を充填します。鋳造中にブロンズを注ぐためのダクトと、プロセスで生成される有害ガスの通気孔を提供するワックス チューブは、アーティストによってモデル化または調整されるワックス シェルの外側に取り付けられます。金属製のピンがシェルからコアに打ち込まれて固定されます。次に、準備されたワックスシェルは、耐熱層で完全に覆われています石膏、全体をひっくり返してオーブンに入れます。加熱中、石膏は乾燥し、ワックスはワックス チューブによって作成されたダクトを通って流れ出します。次に、石膏型に砂を詰め、溶けたブロンズをダクトから流し込み、ワックスで残されたスペースを埋めます。冷めると、外側の石膏と芯が取り除かれ、ブロンズは仕上げの仕上げを受けることができます。
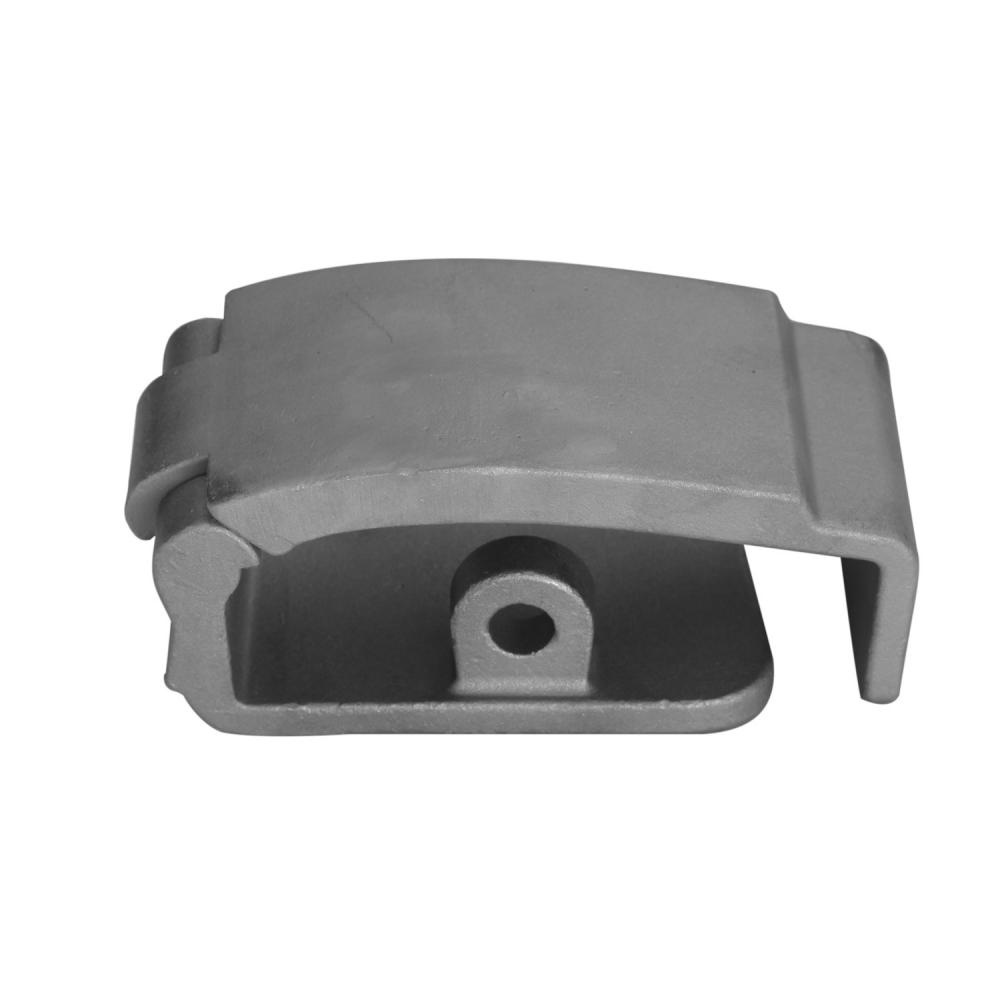
製品ショー


プロセス

私たちの工場







ここにあなたのメッセージを書いて、私たちに送ってください